






Dirisha Kubwa la Sola ya Kiotomatiki ya Kuchomea Helmet
Maelezo
Kofia ya kulehemu ya Kutia giza Kiotomatiki imeundwa kulinda macho na uso wako dhidi ya cheche, spatter na mionzi hatari katika hali ya kawaida ya kulehemu. Kichujio cha Kuweka giza kiotomatiki hubadilika kiotomatiki kutoka hali ya uwazi hadi hali ya giza wakati arc inapopigwa, na inarudi kwenye hali ya uwazi wakati kulehemu kunapoacha.
Vipengele
♦ Kofia ya kulehemu ya mtaalam
♦ Darasa la macho : 1/1/1/1 au 1/1/1/2
♦ Mwonekano mkubwa zaidi
♦ Kuchomelea & Kusaga & Kukata
♦ Kwa viwango vya CE,ANSI,CSA,AS/NZS
Maelezo ya bidhaa
| MODE | TN360-ADF9120 |
| Darasa la macho | 1/1/1/1 au 1/1/1/2 |
| Kipimo cha kichujio | 114×133×10mm |
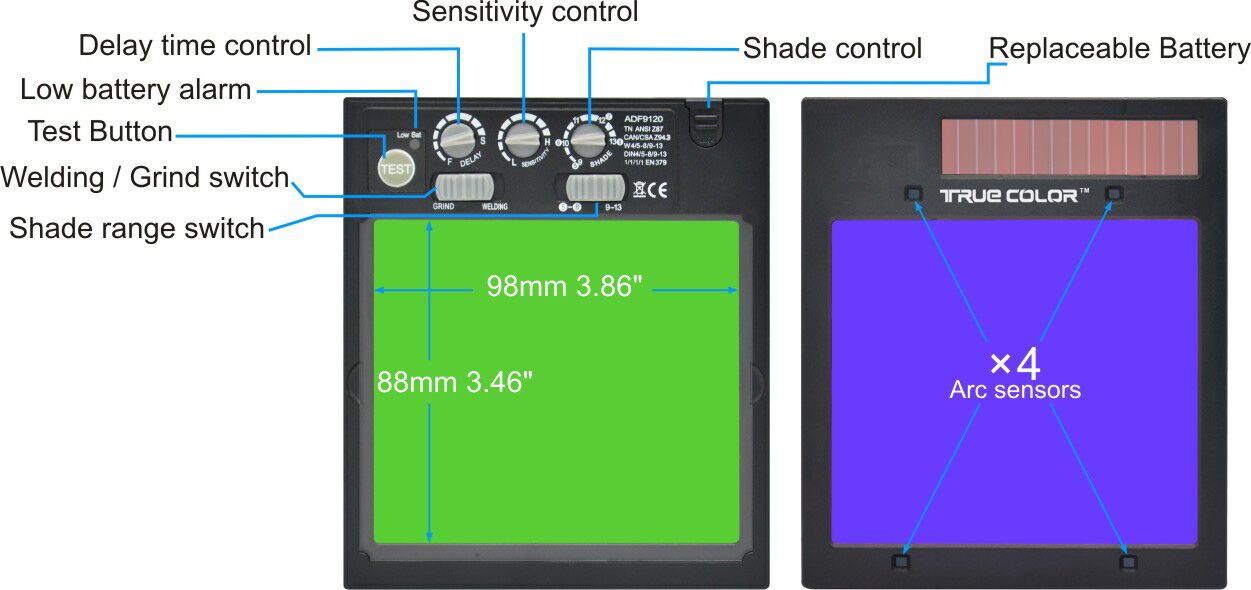
| Saizi ya kutazama | 98×88mm |
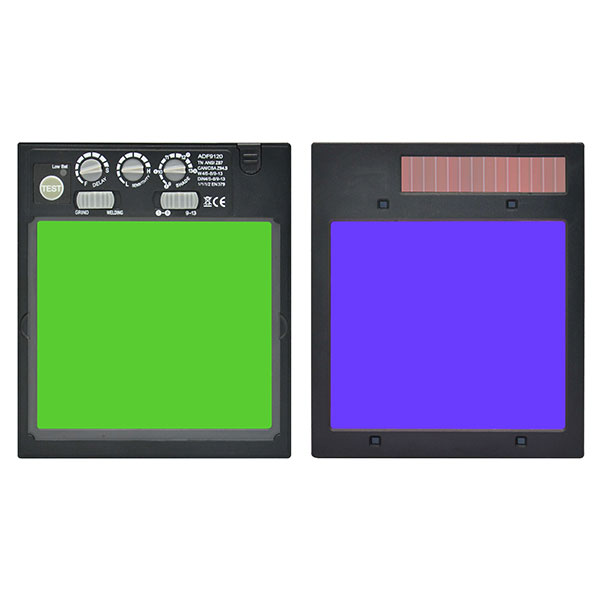
| Kivuli cha hali ya mwanga | #3 |
| Kivuli cha hali ya giza | Kivuli Kinachobadilika DIN5-8/9-13, mpangilio wa Kifundo cha Ndani |
| Kubadilisha wakati | 1/25000S kutoka Nuru hadi Giza |
| Muda wa kurejesha kiotomatiki | 0.2 S-1.0S Haraka hadi Polepole, Marekebisho yasiyo na hatua |
| Udhibiti wa unyeti | Marekebisho ya chini hadi ya juu, bila hatua |
| Sensor ya arc | 4 |
| Amps za TIG za Chini Zilizokadiriwa | AC/DC TIG, > ampea 5 |
| Kitendaji cha KUSAGA | Ndiyo (#3) |
| Aina ya vivuli vya kukata | Ndiyo (DIN5-8) |
| ADF Jiangalie | Ndiyo |
| Bati ya chini | Ndio (LED nyekundu) |
| Ulinzi wa UV/IR | Hadi DIN16 wakati wote |
| Ugavi wa umeme | Seli za jua na betri ya Lithium inayoweza Kubadilishwa ( CR2450) |
| Washa/zima | Kamili moja kwa moja |
| Nyenzo | Kiwango cha juu cha athari, Nylon |
| Joto la kufanya kazi | kutoka -10℃–+55℃ |
| Joto la kuhifadhi | kutoka -20℃–+70℃ |
| Udhamini | Miaka 2 |
| Kawaida | CE EN175 & EN379, ANSI Z87.1, CSA Z94.3 |
| Masafa ya programu | Kulehemu kwa Fimbo (SMAW); TIG DC∾ TIG Pulse DC; TIG Pulse AC; MIG/MAG/CO2; Mpigo wa MIG/MAG; Kukata Tao la Plasma (PAC); Ulehemu wa Safu ya Plasma (PAW); Kusaga. |
1. Kabla ya kulehemu
1.1 Hakikisha kwamba filamu za kinga za ndani na nje zimeondolewa kwenye lensi.
1.2 Angalia kuwa betri zina nguvu ya kutosha kuendesha kofia. Katriji ya chujio inaweza kudumu kwa saa 5,000 za kazi inayoendeshwa na betri za lithiamu na seli za jua. Wakati nishati ya betri iko chini, kiashiria cha LED cha Betri ya Chini kitawaka. Lenzi ya katriji ya kichujio inaweza isifanye kazi ipasavyo. Badilisha betri (angalia Ubadilishaji Betri ya Matengenezo).
1.3 Hakikisha kwamba vitambuzi vya arc ni safi na havijazuiwa na vumbi au uchafu.
1.4 Angalia kama kuna mkanda wa kichwa kabla ya kila matumizi.
1.5 Kagua sehemu zote za uendeshaji kabla ya kutumia kwa dalili za uchakavu au uharibifu. Sehemu yoyote iliyochanwa, iliyopasuka, au yenye mashimo inapaswa kubadilishwa mara moja kabla ya kutumia tena ili kuepusha majeraha makubwa ya kibinafsi.
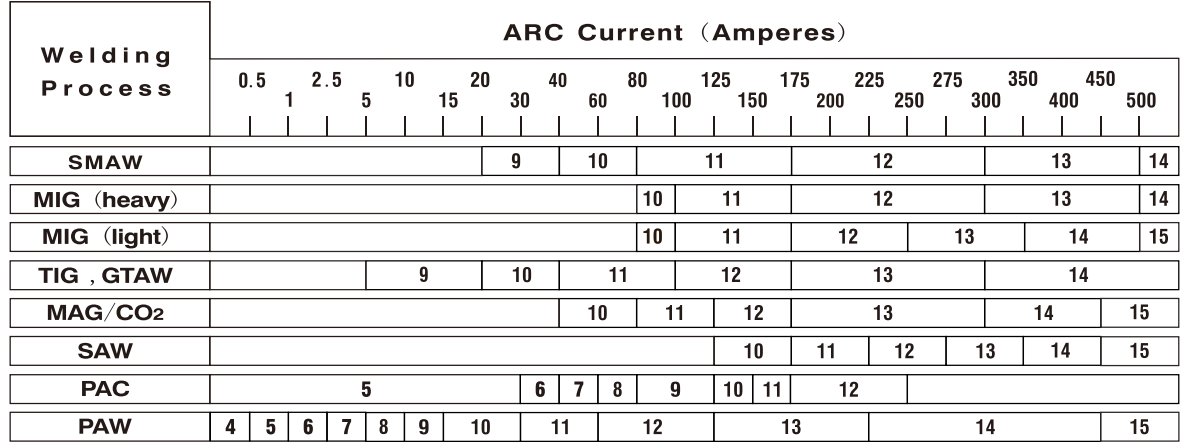
1.6 Chagua nambari ya kivuli unayohitaji wakati wa kugeuza kifundo cha kivuli (Kuona Jedwali la Mwongozo wa Kivuli). Hatimaye, hakikisha kwamba nambari ya kivuli ndiyo mpangilio sahihi wa programu yako.
Kumbuka:
☆SMAW-Shielded Metal Arc Welding.
☆TIG GTAW-Gesi Tungsten Arc (GTAW)(TIG).
☆MIG(Nzito)-MIG kwenye metali nzito.
☆Kuchomelea Safu kwa Ngao ya Nusu Otomatiki ya Safu.
☆MIG(Nuru)-MIG kwenye aloi za mwanga.
☆PAC-Plasma Arc Kukata
1. Kusafisha na kuua vijidudu: Safisha nyuso za vichungi mara kwa mara; usitumie ufumbuzi mkali wa kusafisha. Weka vitambuzi na seli za jua zikiwa safi kila wakati kwa kitambaa/kitambaa safi kisicho na pamba. Unaweza kutumia pombe na pamba kuifuta.
2. Tumia sabuni ya neutral kusafisha shell ya kulehemu na kichwa.
3. Badilisha sahani za ulinzi wa nje na wa ndani mara kwa mara.
4. Usitumbukize lenzi kwenye maji au kioevu kingine chochote. Kamwe usitumie abrasives, vimumunyisho au visafishaji vya mafuta.
5. Usiondoe kichujio cha kuongeza giza kiotomatiki kwenye kofia ya chuma. Usijaribu kamwe kufungua kichujio.
KuhusianaBIDHAA
-

Kofia ya kulehemu inayotia giza kiotomatiki ya sensor 4 ya TynoWeld
-

Kofia ya Kuweka Giza ya Kiwanda cha TynoWeld
-

Kofia za kulehemu za Mfululizo wa TynoWeld Elite zenye...
-

Kofia ya kulehemu ya giza ya TynoWeld
-

Kofia ya kulehemu inayotia giza kiotomatiki ya TynoWeld
-

Kinyago cha kulehemu cha kufifisha kiotomatiki cha TynoWeld TrueColor